400-188-9511


内销部: 李先生
手机: 18657576420 / 18957572800
电话: 0575-87630107
外贸部: 李先生
手机: 18657504928
电话: 0575-87630102
网(wǎng)址:www.jlshyjs.com
地址:浙江省诸暨市(shì)店口镇紫阳路8号
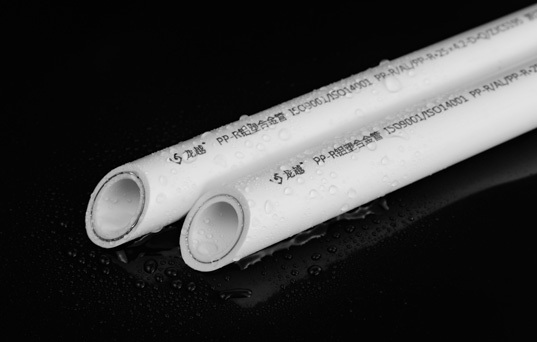
产(chǎn)品(pǐn)名称:PPR直熔型铝塑(sù)稳(wěn)态管
规格型(xíng)号:Φ16-Φ32
产品颜(yán)色:白色
原料选用:晓星料
使用温度:0℃-95℃
使用压力:16-25公斤
安装方式:热熔安装(专用模头)
产品简介
PPR直熔型铝塑稳态管是一种以高(gāo)强度专用合金(jīn)铝带对接(jiē)焊(氩弧(hú)焊)铝管(guǎn)为基体,内外层复合材质均(jun1)为(wéi)PPR进口原料的铝塑复(fù)合管,铝管与PPR之(zhī)间以(yǐ)高性能热熔胶粘合,采用分步共挤复合而成。美国ASTMF1335标准将对接铝塑复合管称(chēng)之为(wéi)“具有塑料保护层的(de)金属管”。
产品特点
1、新(xīn)型的焊接工艺
本公司(sī)生产的复合管在铝带连接处采(cǎi)用氩弧焊接(激光焊)工艺代替传统的搭接超声波焊接工艺,提高了铝带连接处(chù)的强度,使产(chǎn)品的承(chéng)压(yā)性能有了质的飞越,承压能力好于市场上绝大部分产品,更(gèng)适宜在高压环(huán)境中使用。
2、更高的质量标准 本公司(sī)生产复合管在(zài)铝(lǚ)带厚度及(jí)内外层PPR厚度(dù)上高于行业标准,以(yǐ)保证(zhèng)更高(gāo)的强度和更好(hǎo)的质量,极大地提(tí)高了产品的使用性能和使用寿命。
3、更好的刚性 在铝带层和内外PPR层(céng)加厚之后(hòu),管材的刚性也随之提高,不容易(yì)变形,能适应各种环(huán)境(jìng)下的明装要求
4、新型安装焊接技术 本产品使用的焊接工具(jù),采用自行研制开发的专用焊接设备,已获(huò)得相关国家zhuanli,该工具在热熔连接时可彻底杜绝铝管与水的直接接触,解决了直熔型铝塑(sù)PP-R的致命性缺陷,充分保(bǎo)障了产品的使(shǐ)用寿命。
5、阻氧性好 铝管层可以彻底隔绝氧气的渗透,具有(yǒu)100%抗渗氧性能,可以长期保持采暖系统内处于低氧环境,有效延长了(le)锅炉、散热(rè)器、分集水器、阀(fá)门等(děng)金属(shǔ)元(yuán)件的使用寿命,降低了用户的(de)使用和维护成本。
6、遮光性好
塑合金管")
运用范围
1、各类散热器热水供热管道专用首选管(guǎn)材。
2、独立式家用(yòng)锅炉(煤气、天然气、电加热)供(gòng)暖、供水专用首选管道。
3、家(jiā)装太阳能、电热水器、地热水等家用洗浴热水管道专用首选管(guǎn)道。
4、适用于冷热水、直饮水(shuǐ)、空调等民(mín)用低压流体输送,也可用于医院氧气和饮料、食品、化工、农业、工业等行业的低压流体输送。
安装步骤(zhòu)
2、清洁:使用洁净抹布清洁管材和管件的焊接部位(建议(yì)用酒精擦拭)、管材与管件连接端面必须(xū)清洁、干燥、无(wú)油污。 3、划线(xiàn):按表1规(guī)定的熔接深(shēn)度在管材上划线: 4、加热:热熔机加热后,将管材和管件无旋转(zhuǎn)地插入合金管专用热熔模头,管材达到划线位置时停止: 5、焊接:达到加热时间后,管材管件无旋(xuán)转地拔出,将管材无旋转插入管件承口内,按冷却时间停留。
打压步骤
1、试验压(yā)力为管(guǎn)道系统工作压力的1.5倍,但不得小于0.6Mpa
2、对于PP-R管道系统,水(shuǐ)管试验一般(bān)要求在管(guǎn)道连接安(ān)装24小时后进行
3、水管试压之前,对管道应采取安全有效的固(gù)定和保护措施,但接头明露
4、水压试验步骤
(1)将试压管道末端封堵(dǔ),缓慢注水,同时将管道(dào)内气(qì)体排除
(2)充满水后,进(jìn)行水(shuǐ)密性检查
(3)加压宜用手动泵缓慢加压,升(shēng)压时间(jiān)不(bú)得小于10分(fèn)钟
(4)升至试验压力,停止加压,稳压1小(xiǎo)时,观察接头部位是否有漏水现象
(5)稳压一(yī)小时,补压至试验压力值,15分钟内压力下降不超过,0.05Mpa为合格


 浙公网安备(bèi) 33068102000805号
浙公网安备(bèi) 33068102000805号